- Find
CARTA PURA - Simply good paper
Glossary
> Awl
> Bogus paper
> Bone folder
> Book interior
> Carta Varese
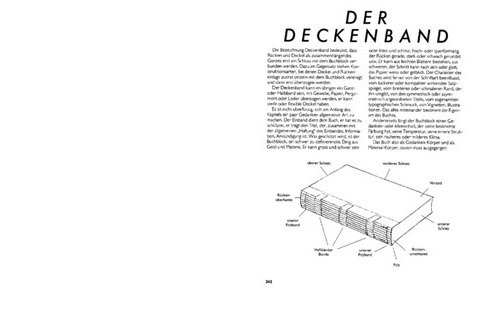
> Chapter band
> Chiyogami
> Cotton
> Cylinder mould
> Direction of grain
> DIN-format
> Dividers
> End paper
> Fabriano
> Gauze
> Head band
> Ingres paper
> Katazome
> Laid/wove
> Leporello
> Literature
> Long grain
> Mould-made paper
> Origami
> Paring knife
> Ream
> Shirting
> Short grain
> Urushi
> Washi
> Watermark
> Zerkall

Grey paper made out of unsorted recovered paper. It is often used as intermediate layer between the two boards of a book cover.
Bone folder
Tool for creasing and folding papers and cardboards. Usually made out of real bone, it is also available in Teflon.
Carta Varese
The Italian Carta Varese is one of the most traditional European “fantasy-papers”. Its roots go back to original Rennaissance patterns used as decoration of chests, cradles, or combs. Carta Varese papers have been manufactured since the 17th century in Veneto becoming famous for their variety of colours and small-patterned motifs. In former times they were all hand-printed by means of a wooden printing block, bringing a mixture of tempera, dextrin and starch on the base paper. The block had to be pressed several times on a sheet in order to cover the format, but a typical blank edge on one side remained. Around the end of the 19th century lithography was introduced and by the mid 20th century the production changed to offset-printing, making the papers available to many more customers.
Chiyogami
This traditional Japanese paper with its bright colours was originally used for folding small paper objects like dolls or boxes. Every single sheet is a work-intensive hand silk-screen print on white Kozu paper, a typical unprinted frame remains. The enormous variety of patterns and colour combinations is inherited from Kimono cloth. Two different groups of papers can generally be distinguished: Komon is the appellation for the single-coloured, small and often geometrical patterns (ko = small, mon = pattern, emblem). Yuzen summarizes those patterns being embued with vivid colours and gold or silver pigments. The name is derived from a great fan painter in the Edo period, Miyazaki Yuzen.
Cotton
In former times paper was made out of old cloth (rag) collected by rag-and-bone men. Nowadays pure white cotton is used when it comes to high-quality paper production. In German-speaking countries the term rag (Hadern) still prevails to describe the percentage of cotton in a paper.
Cylinder mould
Papermaking on the cylinder mould differs a lot from the quicker and more efficient production on the huge Fourdrinier machines. By means of the cylinder mould production velocity can be controlled. Due to the long fibres of the pulp used in this mould the resulting paper is very stable and does not get buckled when water is spread on the surface. It usually has a deckle edge like hand-made papers.
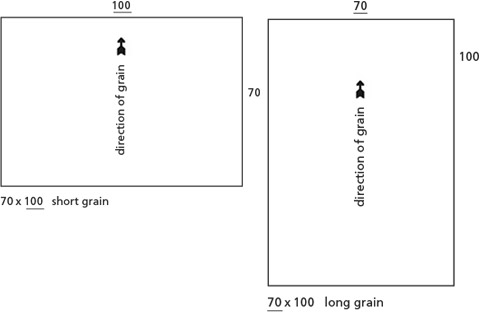
Direction of grain
Machine-made papers have a direction of grain as the fibres align in only one direction due to the quickly running paper screen. Either the paper is “short grain” (direction of fibres runs parallel to the short side of the sheet) or “long grain” (direction of fibres runs parallel to the long side of the sheet). Papers fold more easily along the direction of grain. When the paper gets humid (i.e. when glue is brushed on the surface) the extension is wider in the opposite direction. When specifying paper formats this extension direction is indicated by an underline.
Handmade papers should not have a direction of grain as the human hand shakes the screen in many ways, so the fibres usually cannot align in a specific direction. However, even the human hand prefers one direction which paper experts can determine.
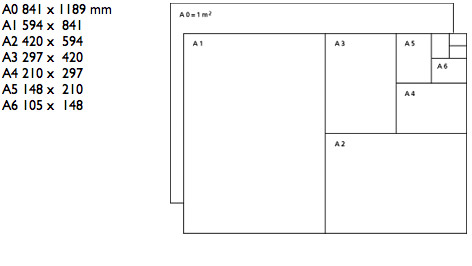
DIN-format
These standard paper-formats were created by the German Institute for Standardization (DIN, Deutsches Institut für Normung) in 1922. For different purposes several standard lines have been fixed (A, B and C). The A-size is the most frequently used, i.e. for European letter sheets (A4) or postcards (A6). The C-line is used for envelopes and folders.
The surface of the biggest A-format (A0) covers 1 qm. The relation of the two different sides (1:√2 or 1,414...) has been chosen for a specific reason: When halving the sheet to the next smaller size the relation from the long side to the short side remains the same.
Dividers
A measuring compass for handbookbinding, specifically one with a screw for fine adjustments.

End paper
The end paper connects the front and back cover of a book with the pages inside. It gives the book stability and protects the first and last printed page. Usually there are two different materials used as end papers: either a single-coloured, laid Ingres paper or a decorated paper like Carta Varese.
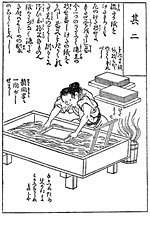
Fabriano
The small town Fabriano in Italy has a long tradition of papermaking dating back to the 13th century. Several innovations can be credited to the Fabriano paper mills: They were the first to use gelantine instead of starch in sizing paper, making the sheets solid and enduring. This is one of the reasons why paper superseded animal parchment as a writing surface in the long run. In Fabriano the hydraulic hammer for preparing the pulp was invented to substitute the Chinese hand crucible formerly introduced by the Arabs. The watermark was created in this area in order to distinguish the many mills along the Giano river.
The so-called “Fabriano” paper mill has its origins in the 18th century. In 1786 the company Cartiere Miliani was founded by Pietro Miliani merging several smaller mills. Until the 1930's Fabriano had been owned by the Miliani family. This enterprise was the basis for the largest paper mill in Italy called Cartiere Miliani Fabriano, now belonging to the Fedrigoni group.
Gauze
Stiffened by a special coating this loosely woven cotton fabric is used to cover the book's spine. It can also reinforce the clinching part of the book cover.
Head band
On top of the book's spine one can see the head band. In the past these bands were hand-stitched and served to reinforce the spine. The machine-made bands nowadays are used for decorative purposes only.
Ingres paper
These papers owe their name to the famous French painter Jean-Auguste-Dominique Ingres (1780-1867) who developed a fine hand-made drawing paper together with the Arches paper mill in the 19th century. The weight of an Ingres paper is about 90 g/qm; it is laid, has a low sizing and often a rough surface. Apart from its original assignment as drawing paper it is often used as end paper.
Katazome
The manufacturing of Katazome is subject to the most elaborate production process amongst all Japanese decorative papers. Firstly a hand-cut stencil (Kata) made of water-resistant Shibugami paper is applied to a handmade sheet of white Kozu paper. A gelantine-like rice starch paste is layed on, making the covered parts colour-resistant (like batik dyeing). After the glue has dried, the silk-screen print in several colours follows. The pigments deeply infiltrate the Kozu fibres resulting in a unique colour appearance. After drying the colours are light-resistant and the sheet is rinsed in clear water, to remove the remaining paste. Afterwards the sheet has to dry again, often leaving the paper a little undulated. This complex production process corresponds to the old technique of making Kimono drapery and was first used on paper in the 1940’s.
Laid/wove
Italian: vergato/velato, French: vergé/velin. These terms distinguish papers as to the visibility of the paper screen. When sheets have a ribbed structure they are called laid, if not, they are called wove. For many centuries European papers were made by means of wire screens resulting in sheets with a characteristic ribbed or laid structure. In the middle of the 18th century the Englishman James Whatman invented a procedure to abolish this ribbed appearance giving the paper a velvety, homogenous look like old parchment. Later on this model became a standard procedure in industrial paper production.
Leporello
Accordion booklet made out of a single band of folded board which is fixed between two covers. The name goes back to Don Giovanni's servant Leporello who noted the liaisons of his master on a long, folded paper list.

Literature
Gill, Eric (1931): An essay on typography
Hughes, Sukey (1978): Washi. The World of Japanese Paper
Hunter, Dard (1947): Papermaking. The History and Technique of an Ancient Kraft
Müller, Lothar (2012): Weiße Magie. Die Epoche des Papiers
Renker, Armin (1929): Das Buch vom Papier
Stifter, Adalbert (1841): Die Mappe meines Urgroßvaters
Turner, Silvie (1998): The Book of Fine Paper
Zeier, Franz (1983): Schachtel, Mappe, Bucheinband
Long grain
The direction of grain runs parallel to the long side of the paper sheet (German: Schmalbahn).
Mould-made paper
Papers are either hand-made or machine-made. However, there is a third term defining something in between: Mould-made papers are machine-made, but on a slow cylinder mould giving them a special quality and usually also a deckle-edge like hand-made papers.
Origami
Term for the Japanese art of folding papers (oru = to fold, gami = paper). The single-coloured or decorative Origami papers have a square format and a weight of 80 – 100 g/qm.
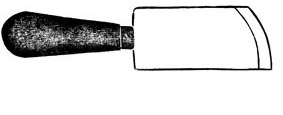
Paring knife
Tool for wedging out leather. The thinner parts of the leather become more flexible to cover edges of books and boxes easily.
Ream
This term for a pack or bundle of paper originates in the old arabic word “rizmah”, defining a large amount of goods. Nowadays the exact number of sheets per ream is quoted, but the sheets are not counted individually. During production the amount is marked by the machine. Usually the reams are prepacked in the paper factory.
Shirting
This strongly coated, fine cotton cloth is mainly used to reinforce the book's spine. It can also serve as hinge material for mounts and maps.
Short grain
The direction of grain runs parallel to the short side of the paper sheet (German: Breitbahn).
Urushi
Like Chiyogami the Urushi paper is a hand-made silk-screen print. Urushi is the Japanese word for a natural black varnish obtained from the sap of the East Asian lacquer tree. The varnish is augmented with red pigments and applied to a sheet of black printed Kozu paper. The resulting colour play is reminiscent of traditional Japanese lacquerwork.
Washi
General term for all Japanese papers (wa = Japanese/not western, shi = paper) be it white and single-coloured papers or printed, decorative papers. In a narrower understanding of the term it is used for hand-made, hiqh-quality white Japanese papers. Traditional washi is usually made of domestic mulberry tree fibres (Kozu). Mitsumata and Gampi fibres are also common. The time-consuming manufacturing starts with beating and cooking the fibres, then removing the remaining tiny bark pieces from the pulp. The paper pulp is moved on the screen demanding much skill in creating a thin and homogeneous result. The drying takes place either outdoor in the sun or on special drying devices inside the paper studio.
Watermark
Filigree mark in a paper, sometimes only visible with backlighting. Originally this device was invented to distinguish the different mills in one papermaking area. A wire in the form of the mill's name or logo was incorporated into the paper screen making the resulting paper thinner where the wire was attached. Watermarks can be found today on various mould-made papers showing a companies' logo or brand.
Zerkall
The German paper mill Zerkall Renker & Söhne is located in the northern part of the Eifel, near the river Rur. In the 16th century a pre-existing mill at the same site served various purposes until it specialized in papermaking in 1888. After Gustav Renker and his sons Max and Armin entered the business a fine paper production started which continues till the present day. Many different mould-made papers are produced at Zerkall and distributed all over the world under the brand of Zerkall Bütten.
